TT 600R 1999 год
обсуждение эксплуатации и ремонта
|
#511 - 8 апреля 2016, пятница
|
|
|
Посетитель

Сообщений: 595
2186 дней назад
|
0
по большому счёту много всяких контор берётся за восстановление таких пар. с постелями. напыляют постели, валы. шлифуют всё это в размер. но гарантии никто не даст. хотя распред достаточно медленно вращается и нагрузки там невелики.
|
|
#512 - 8 апреля 2016, пятница
|
|
|
Посетитель

Сообщений: 203
Мытищи
1852 дня назад
|
0
Busse: Как раз я столкнулся с тем, что (в Москве) на машины это делают, а вот на мотоциклы не берутся.по большому счёту много всяких контор берётся за восстановление таких пар. с постелями. напыляют постели, валы. шлифуют всё это в размер. но гарантии никто не даст Конкретно с нашей головой проблема, что с одной стороны отверстие (в голове и крышке) по оси распредвала наружу есть, а с другой - нет, поэтому крайне затруднительно работать. Мы сейчас решили, чтобы проще работать и точнее можно было сделать, будем прошивать навылет голову с другой стороны, а после расточки и установки втулок(вкладышей) будет вытачивать "катушку-заглушку". Впрочем, придется и с другой стороны вместо штатной вытачивать более толстую под новый размер. Редактировалось: 1 раз (Последний: 8 апреля 2016 в 04:53)
TT600R, KL-250 SuperSherpa, VN-800, CB750-F(1980), Racer Enduro RC150-GY, Irbis TTR-125…
|
|
#513 - 8 апреля 2016, пятница
|
|
|
Администратор

Сообщений: 183
Москва
1074 дня назад
|
+1
AllLex: так, ушли от темы... а шо башка? как ее чинили? ну на том заводе, который теперь не берется Аргоном наварили и проточили в размер распредвала бэушного. Жаль что шарага не берется делать,я прям легенды про них знаю.Народ в восторге был. |
|
#514 - 8 апреля 2016, пятница
|
|
|
Посетитель

Сообщений: 186
курск
2143 дня назад
|
+1
на одном из моих мопедов ( эксплуатируется на убой - по какашкам,полям,лугам,снегам -на полную ручку газа третий год уже( до меня тоже катали не знаю сколько,делали где-то в москве ,связь с этим челом потеряна,поэтому узнать где делали не смогу!!!..голова срезана на почти милиметр и крышка головы тоже - и проточена насквозь. стоит заглушка со стороны цепи грм ( латунную выточили и на герметик посажена) ... вскрывал два раза ..постель как новая ! блястит! ..ЕДИНСТВЕННЫЙ МИНУС РАСПРЕДВАЛ НА 1 ММ НИЖЕ СВОЕГО РОДНОГО ПОЛОЖЕНИЯ - ОТСЮДА СЛЕДУЕТ НОВАЯ ЦЕПЬ ГРМ УЖЕ СТОИТ НА ПОСЛЕДНИХ ЩЕЛЧКАХ НАТЯЖИТЕЛЯ ( И ФАЗЫ ТОЖЕ НЕМНОГО СМЕЩЕНЫ ( НО ОНИ СМЕЩАЮТСЯ И НА ОБЫЧНОМ МОТОРЕ ПО МЕРЕ РАСТЯЖЕНИЯ ЦЕПИ ГРМ) - НА ЕЗДЕ НЕ СКАЗЫВАЕТСЯ! ВОТ КАК ТО ТАК.
.....цепь Вот думаю в этом году подтянуть -ПОСРЕДСТВОМ УСТАНОВКИ ПОД ЦИЛИНДР 2-Х ПРОКЛАДОК - РАСПРЕД ПОДНИМЕТСЯ И ЦЕПЬ НЕ БУДЕТ В ТАКОМ КРАЙНЕМ ПОЛОЖЕНИИ ( ПРАВДА УМЕНЬШИТСЯ СТЕПЕНЬ СЖАТИЯ ( НА НЕМНОГО. Редактировалось: 2 раза (Последний: 8 апреля 2016 в 08:56)
Фанатичный ямаховод.
|
|
#515 - 8 апреля 2016, пятница
|
|
|
Посетитель
Сообщений: 203
Мытищи
1852 дня назад
|
0
VladimirTDM: В "АВ-Инжениринг" несколько "офисов", может нужно звонить в какую-то конкретную мастерскую? Люди-то (мастера) все разные, хотя скорее всего, ими управляют менеджеры (как везде теперь, отсюда и проблемы у простого народа) и сами они ничего не решают.Аргоном наварили и проточили в размер распредвала бэушного. Жаль что шарага не берется делать,я прям легенды про них знаю.Народ в восторге был. мотозависимый: А если взять и фрезануть из листа дюрали (нужной толщины с учетом прокладок или герметика) "типа"-прокладку, чтоб пачку обычных прокладок не городить?ЕДИНСТВЕННЫЙ МИНУС РАСПРЕДВАЛ НА 1 ММ НИЖЕ СВОЕГО РОДНОГО ПОЛОЖЕНИЯ С одной стороны такой способ ремонта проще - не нужно городить втулки-вкладыши, с другой, вот головняк как поднять голову, но в принципе это как раз мне видится совсем просто. TT600R, KL-250 SuperSherpa, VN-800, CB750-F(1980), Racer Enduro RC150-GY, Irbis TTR-125…
|
|
#516 - 8 апреля 2016, пятница
|
|
|
Посетитель

Сообщений: 201
Благовещенск-Bremen
1213 дней назад
|
0
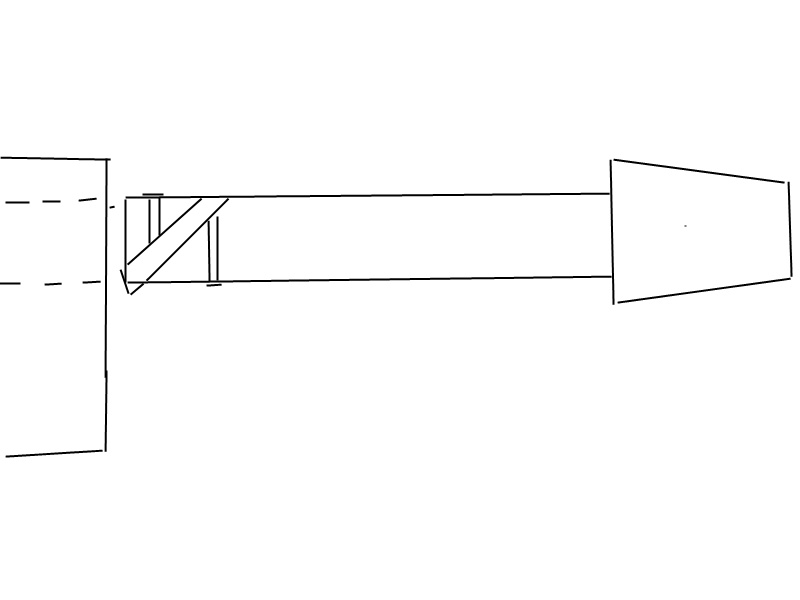 тут прочитал немного и черканул немного в пайнте оснастку резец по поводу того, что хотите насквозь протачивать, типа для удобства. Лишний гемор, и не надо насквозь точить (нафига))) не пойму) - Точится конус в шпиндель станка, - такой резец для горизонтально-фрезерного - там в торце оправки, под 45 град сверлится отверстие.. - на токарном под Д этого отверстия из токарного резца точится резец выдвижной.. (проходной, упорный, фасонный (какой надо) под деталь. сбоку там отметил два отверстия с резьбой - там штифты, болтики, которыми фиксируется выдвижной резец - (В данном случае лучше упорный) настраивается резец на нужный диаметр проточки - для этого закрепляется какой-либо аллюминиевый деталь/ненужный))) - и на нем пробуется протачивание под нужный размер. /проверили - всё нормально/ Потом закрепляется головка с клапаной крышкой затянутая всеми болтами как нужно - выставляется по всем уровням /чтоб не было пролёта, как там человеку промахнулись в размере 1 или скока там мм/ и сейчас собирается мутить прокладки/ - Надо все размеры и измерения всегда записывать вобщем выставляется по всем размерам - и протачивается под размер в который будут точится вкладыши. Придётся по ходу дела резечик подбивать на нужный диаметр... Вообще говоря фрезеровщик уже должен иметь какую-либо подобную остастку. Подобные детали я делал в 90х- последее место работы было в автомастерской токарь фрезер сварщик и тд... В прошлом году делал угробленный компрессор - новые шатуны и вкладыши из бронзы перерисуй оснастку дай человеку = пусть сделает и не точит насквозь . А насчёт "менеджеров" точно, в этом году работал на заводе, там конторских "менеджеров" больше чем работяг))) Если будешь наваривать аргоном - то нужно очень жестко фиксировать головку и клапанную крышку при наварке - чтоб не было сильной тепловой деформацииДобавлено спустя 2 минутыах да - тут в рисунке в конусе внутри не отметил резьбу для затяжного болта - но это я думаю все знают кто работает с этим не относись к жизни серьёзно живыми из неё нам все равно не выбраться... Но...
|
|
#517 - 8 апреля 2016, пятница
|
|
|
Администратор
Сообщений: 183
Москва
1074 дня назад
|
0
Saibis: У меня есть фанат аргоной сварки.Говорит что при сварке деталь шевелиться начинает.Вобщем ведет капитально.Если будешь наваривать аргоном - то нужно очень жестко фиксировать головку и клапанную крышку при наварке - чтоб не было сильной тепловой деформации |
|
#518 - 8 апреля 2016, пятница
|
|
|
Посетитель
Сообщений: 201
Благовещенск-Bremen
1213 дней назад
|
0
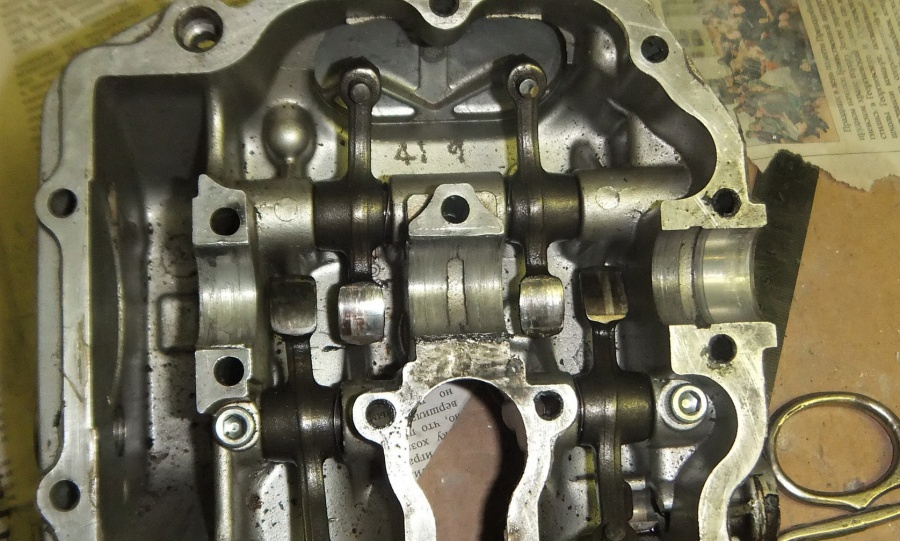 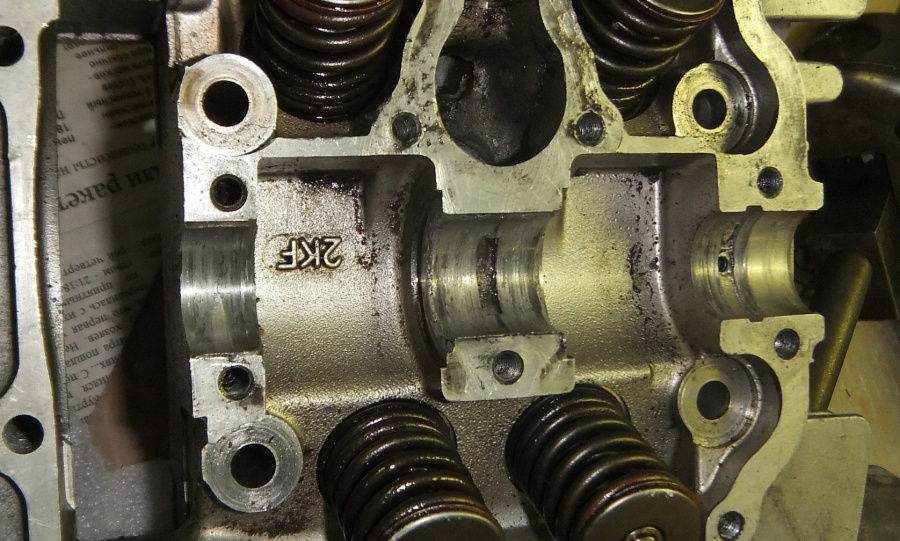 http://xt600.ru/upload/forum/84f6e99498b3430f92c38e6453d4b49c.jpg вот тут надо в этот диаметр сделать фальшпалец - и вместо распреда положить- чтоб он высовывался намного фальшпалца посадка должна быть скользящая - по нему выставляются все уровни относительно шпинделя станка... - чтоб не было смещений - и потом фальшпалец вытаскивается с головки - и там уже растачиивается в размеры.Добавлено спустя 16 минутну естественно - это же аксиома - очень жесткая должна быть фиксация - на идеально гладкой поверхности с многими точками прижатия. это аксиома что поведёт - и потом при подготовке к расточке должны быть шлифануться поверхности и после этого закручивать болты в крышке и растачивать не относись к жизни серьёзно живыми из неё нам все равно не выбраться... Но...
|
|
#519 - 8 апреля 2016, пятница
|
|
|
Посетитель
Сообщений: 186
курск
2143 дня назад
|
+1
Saibis: дружище грамотно пишешь - НО ЧИТАЕШЬ НЕ ГРАМОТНО ....ГДЕ НАПИСАНО ЧТО ПРОМАХНУЛИСЬ С 1 ММ?????? .. Я НАПИСАЛ ЧТО СРЕЗАЛИ ГОЛОВУ И КРЫШКУ ПО 1 ММ ( ЗНАЧИТ ЗАДИРЫ БЫЛИ НАСТОЛЬКО ГЛУБОКИМИ ЧТО НУЖНО БЫЛО СРЕЗАТЬ ИМЕННО 1 ММ , были бы задиры меньше срезали 0.5 ..в завистимости от повреждения,ДА И САМ РАСПРЕДВАЛ НУЖНО БЫЛО ШЕЙКИ ШЛИФАНУТЬ ) ....и мудрить с прокладками НЕ ОБЯЗАТЕЛЬНО ( ЕДИНСТВЕННОЕ- РЕСУРС ЦЕПИ МЕНЬШЕ ..ТАК КАК НОВАЯ ЦЕПЬ ПРИ УСТАНОВКЕ НА ТОЧЕНУЮ ГОЛОВУ НА ПОСЛЕДНИХ РИСКАХ НАТЯЖНИКА .....МОЖНО И НАТЯЖИТЕЛЬ НАВАРИТЬ ЧУТОК ...ВООБЩЕМ КТО НА ЧТО ГОРАЗД!!!!! главное сделать ( или попытаться сделать!!!!уровням /чтоб не было пролёта, как там человеку промахнулись в размере 1 или скока там мм/ и сейчас собирается мутить прокладки/ - Надо все размеры и измерения всегда записывать Редактировалось: 2 раза (Последний: 8 апреля 2016 в 17:20)
Фанатичный ямаховод.
|
|
#520 - 8 апреля 2016, пятница
|
|
|
Посетитель
Сообщений: 186
курск
2143 дня назад
|
0
Saibis: ..это хорошо когда ты сам токарь или твой кореш токарь ...а просто токарь скажет нафига мне заморачиваться -точить конус в шпендель, на поток ставить ремонт гбц от ямах он не собирается ...и ему проще проточить насквозь ( НАВЕРНОЕ..с токарным делом поверхностно полузнаком ( точил только талкушки из липы на уроках труда в школе) Точится конус в шпиндель станка, - такой резец для горизонтально-фрезерного - там в торце оправки, под 45 град сверлится отверстие.. - на токарном под Д этого отверстия из токарного резца точится резец выдвижной.. (проходной, упорный, фасонный (какой надо) под деталь. сбоку там отметил два отверстия с резьбой - там штифты, болтики, которыми фиксируется выдвижной резец - (В данном случае лучше упорный) Фанатичный ямаховод.
|
|
#521 - 12 апреля 2016, вторник
|
|
|
Посетитель

Сообщений: 69
Сердобск
3152 дня назад
|
0
привет.подскажите маркировку заднего аморта ohlins на tt600r
|
|
#522 - 13 апреля 2016, среда
|
|
|
Посетитель
Сообщений: 186
курск
2143 дня назад
|
0
 Фанатичный ямаховод.
|
|
#523 - 13 апреля 2016, среда
|
|
|
Посетитель
Сообщений: 69
Сердобск
3152 дня назад
|
0
спасибо.
|
|
#524 - 5 июня 2016, воскресенье
|
|
|
Посетитель
Сообщений: 73
1964 дня назад
|
0
Приветствую! От чего можно подобрать задний стоп? А то после леса он уже не подлежит восстановлению.
|
|
#525 - 6 июля 2016, среда
|
|
|
Посетитель
Сообщений: 73
1964 дня назад
|
0
http://m.sklepmotocyklowy.pl/pl/produkt,12645,klosz-lampy-tylnej.html вот нашел. Пишут для TT600RE идет. Значит и для ТТ 1999 года должен подойти?
|
Быстрый ответ
У вас нет прав, чтобы писать на форуме.
 Жилинский
Жилинский